![]()
Phay mặt - Face Milling là gì ? Các yếu tố để gia công phay mặt hiệu quả

Gia công Phay CNC là một trong những ứng dụng được sử dụng nhiều nhất trong cơ khí chính xác, và chỉ riêng phay CNC có rất nhiều ứng dụng nhỏ khác nhau như phay mặt, phay vai (shoulder milling), phay hốc (pocket milling), phay dốc (ramping milling).. tùy thuộc vào chi tiết bạn cần gia công.
phay mặt, phay vai (shoulder milling), phay hốc (pocket milling), phay dốc (ramping milling)
Phay mặt (Face Milling) là gì ??
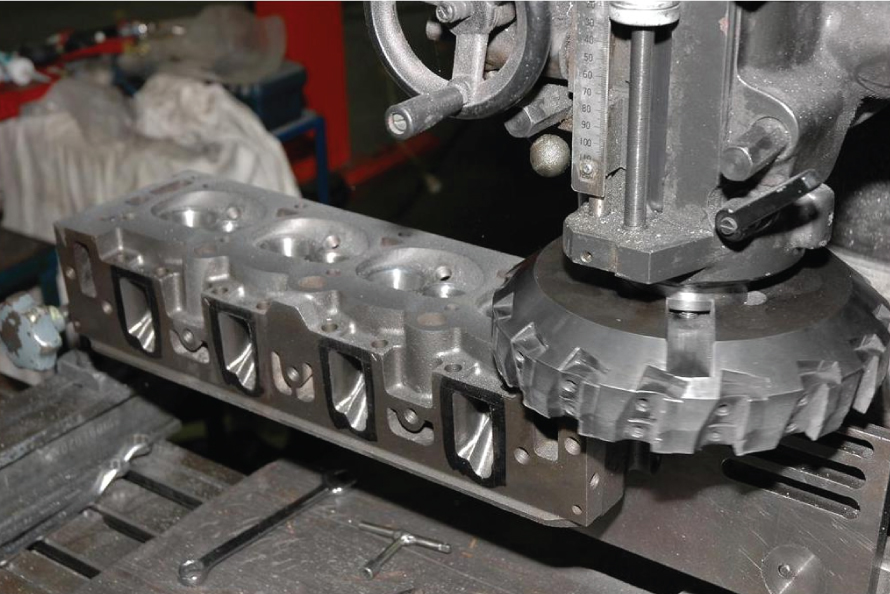
Phay mặt là hoạt động gia công phay trong đó trục quay của dụng cụ cắt vuông góc với bề mặt phôi đang được gia công, được sử dụng để tạo ra các bề mặt phẳng.
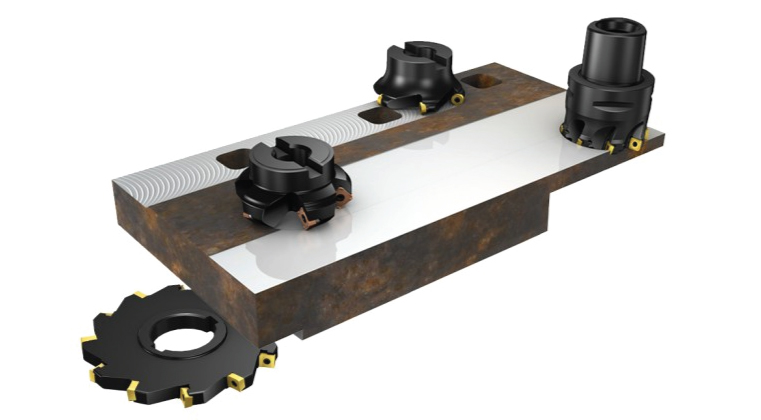
Đài dao phay mặt sử dụng các mảnh insert phay là dao cụ được thiết kế riêng sử dụng hầu hết cho ứng dụng phay mặt, bạn cũng có thể sử dụng dao phay ngón nhưng kết quả bề mặt hoàn thiện sẽ khác so với sử dụng đài dao phay mặt
Các hoạt động phay mặt bao gồm nhiều loại như
-
General face milling
-
High face milling
-
Heavy-duty face milling
-
Finishing face milling
Bài viết này sẽ cung cấp thông tin ứng dụng phay mặt (Gerenal Purpose face milling) và các đặc điểm cũng như tips để cải thiện quá trình phay mặt
General face milling
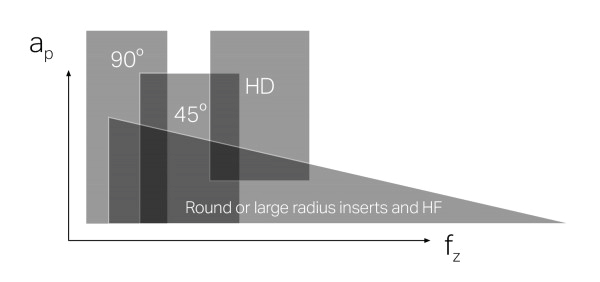
Phay mặt là ứng dụng phay phổ biến nhất và có thể được thực hiện bằng nhiều công cụ khác nhau. Dao cụ cắt gọt dùng trong gia công phay có thiết kế góc cắt 45º được sử dụng thường xuyên nhất, nhưng các loại insert hình tròn, dao phay vai, đài dao phay mặt cũng được sử dụng cho một số điều kiện nhất định. Hãy chắc chắn chọn dao cụ phù hợp để hoạt động để có năng suất tối ưu (xem thông tin về lựa chọn công cụ dưới đây).
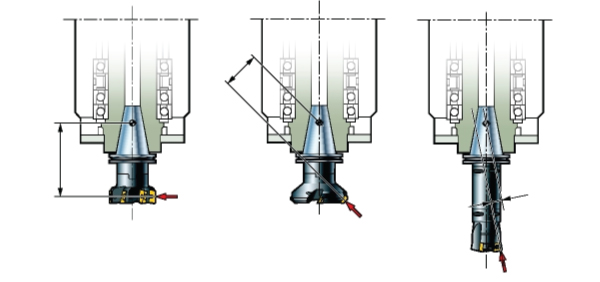
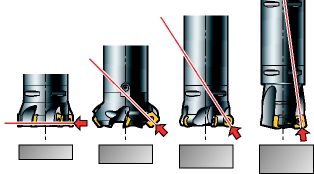
Hướng của lực cắt tạo ra bởi các góc cắt tiếp xúc khác nhau.
Đài dao phay mặt góc dao 45°
-
Lựa chọn đầu tiên cho general purpose
-
Giảm rung khi sử dụng đài dao có chiều dài L lớn
-
Hiệu ứng làm loãng chip cho phép tăng năng suất
Đài dao phay mặt góc dao 90°
-
Các chi tiết có vách mỏng
-
Các chi tiết mà đồ gá cố định yếu
-
Trường hợp cần gia công chi tiết có góc 90°
Insert phay tròn và dao cụ có bán kính R lớn
Mảnh insert tròn rất linh hoạt, có khả năng gia công tuyệt vời và được sử dụng cho cả quy trình phay mặt cũng như các phay định hình (profile milling operation). Ưu điểm:
-
Đa năng
-
Lưỡi cắt vững chắc nhất
-
Mỗi insert có nhiều góc cắt giúp tối ưu chi phí
-
Đặc biệt thích hợp gia công cho các hợp kim chịu nhiệt
-
Gia công cắt mịn
| Góc dao tiếp xúc 25° - 65° | Góc dao tiếp xúc 90° | Góc dao tiếp xúc 10° |
| Ưu điểm | Ưu điểm | Ưu điểm |
| Năng suất cao | Dao cụ đa năng có thể sử dụng cho nhiều ứng dụng phay khác nhau | Năng suất cao |
| Tối ưu cho ứng dụng phay mặt | Lực dọc trục thấp (thuận lợi cho gia công các chi tiết có phần tường vách mỏng) | Bước tiến rất cao |
| Nhiều sự lựa chọn Insert nhiều góc cắt | D.O.C phụ thuộc vào kích thước Insert | Hướng lực cắt dọc trục (thuận lợi cho sự ổn định của trục chính) |
| Nhược điểm | Nhược điểm | Nhược điểm |
| D.O.C trung bình | Hiệu suất thấp | D.O.C thấp |
Lưu ý khi ứng dụng phay mặt
Tránh gia công phay chịu va đập mạnh
-
Nếu được, hạn chế phay các chi tiết gây va đạp mạnh như phay chi tiết có lỗ, rãnh.
-
Ngoài ra, bạn nên giảm 50% bước tiến được đề xuất trên khu vực phôi chứa các yếu tố gây va đập để giữ chip mỏng khi kết thúc đường ăn dao
Phay mặt của các chi tiết tường mỏng và không đều
-
Xem xét hướng của các lực cắt chính liên quan đến sự ổn định của phôi và đồ gá
-
Khi phay các bộ phận yếu dọc trục, sử dụng dao phay vai 90 °
-
Ngoài ra, sử dụng dao phay mặt với lực cắt thấp
-
Tránh D.O.C dọc trục nhỏ hơn 0,5 .22 mm để giảm thiểu lực cắt dọc trục
-
Sử dụng đài dao cắt thô (Coarse Pitch) để tối thiểu số lưỡi cắt
-
Sử dụng các cạnh sắc nét, insert 1 mặt để giảm thiểu lực cắt
Lựa chọn đài dao phay mặt các chi tiết mỏng
Phay chỉnh sửa các khu vực mỏng bằng dao phay mặt
-
Dao cắt phải được đặt ở vị trí lệch tâm cho các thao tác phay mặt trên các cạnh của các phần mỏng. Vết cắt trở nên mịn hơn và lực cắt được hướng đều hơn dọc theo tường, giúp giảm nguy cơ rung lắc
-
Luôn sử dụng đài dao có 2 lưỡi cắt trở lên trong mọi trường hợp
-
Sử dụng insert có thiết kế hình học mỏng, nhẹ nhất có thể
-
Chọn insert có bán kính R nhỏ để giảm nguy cơ rung động khi gia công các thành phần có thành mỏng
-
Thiết lập Ap nhỏ và bước tiến feed rate thấp
Các Tip hỗ trợ bạn khi gia công phay mặt
-
Xem xét độ ổn định của máy móc, kích thước và loại trục chính (trục dọc hay trục ngang) và công suất khả dụng của trục chính
-
Sử dụng dao cụ có đường kính lớn hơn phôi từ 20 đến 50%
-
Xem xét độ dày chip tối đa khi định vị dao cụ gia công để tối ưu biến tiến bàn
-
Thiết lập dao cụ tránh ra khỏi trung tâm để bẻ phoi nhỏ nhất
-
Lập trình máy cắt để cuộn vào vết cắt hoặc giảm feed rate để có được gia công tốt hơn
Giữ dao cụ liên tục gia công tiếp xúc phôi
-
Áp dụng down-milling
-
Tránh gia công các đường dao ra vào phôi thông qua lập trình đường dao theo chiều cuộn từ ngoài vào trong
-
Nó có thể tạo ra những áp lực va đập có hại trên lưỡi cắt, hoặc gây ra chattering và bám dính phoi. Bạn nên lập trình một đường dẫn dao giữ cho dao phay tiếp xúc hoàn toàn, thay vì thực hiện một số lần chạy song song.
Trên đây là một số yếu tố có thể hỗ trợ bạn trong quá trình gia công phay mặt đạt hiệu quả, tuy nhiên có rất nhiều yếu tố thực tế khác tùy thuộc vào mỗi trường hợp
Để lựa chọn đúng dao cụ cho ứng dụng gia công phay mặt, bạn có thể liên hệ với Hutscom để được hỗ trợ tư vấn kĩ thuật và cung cấp giải pháp gia công tối ưu chi phí và hiệu suất
Bài viết gần đây
- Gia Công Rãnh Siêu Nhỏ Trên Máy Swiss-Type: Câu Chuyện Thành Công Từ HUTSCOM Và Ifanger Swiss-MicroTurn
- Adaptive Control and Monitoring (ACM) của Siemens là gì? Giải pháp giúp tăng năng suất CNC mà không cần đầu tư thêm máy
- Gia Công Implant Titanium Với Ifanger: Giải Pháp Micro-Turn Cho Độ Chính Xác Micron
- Tăng năng suất gia công móc lỗ Superalloys - Hãy chọn Insert CBN Ifanger
- Ifanger Success Story: Gia công Implant Titanium – Khi độ chính xác quyết định tất cả
- Phôi Gia Công Và Phoi Trong Cơ Khí: Hướng Dẫn Chi Tiết Cách Lựa Chọn Phôi Tối Ưu Cho Sản Xuất
- Tính Chất Công Nghệ Của Vật Liệu Cơ Khí: Hướng Dẫn Chi Tiết Để Tối Ưu Hóa Gia Công CNC
- Hệ Sinh Thái Dao Tiện CNC Toàn Diện: Từ Mảnh Dao Tiện Ren Đến Cán Dao Chống Rung Tối Ưu Năng Suất
- Máy Tiện Swiss Type Star SB-20 với Citizen A20-VII, Hanwha XE20 và Tsugami SS20MH-III-5AX tại Việt Nam
- Hướng Dẫn Quy Cách Đặt Tên Collet Chuck Guide Bushing Daiyac
- Máy Tiện Swiss Type Star SL-10 với Hanwha XD-10 và Tornos Swiss GT-13 tại Việt Nam
- So Sánh Máy Tiện Swiss Type Star SD-26 với Hanwha XD26III, XDI26, XE26 và Tornos Swiss GT 26, EvoDECO 20 tại Việt Nam
- Dụng Cụ Cắt Gọt: Tổng Quan Chuyên Sâu Các Loại Dao Tiện, Dao Phay, Mũi Khoan Tối Ưu Hiệu Suất Gia Công CNC
- Dụng Cụ Cắt Gọt Cơ Khí Chính Xác | Giải Pháp Toàn Diện Cho Gia Công CNC Từ Hutscom.vn
- Máy Tiện SwissType Star SB-20RII Đầu Tiên Tại Thị Trường Việt Nam
![]()
Hutscom chuyên phân phối, mua bán linh kiện, phụ kiện dụng cụ cơ khí chính xác và bán lẻ các sản phẩm dụng cụ cắt gọt gia công cơ khí từ các thương hiệu lớn trên thế giới
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TPHCM
- Hotline: 0903867467
- Mail: sales@hutscom.vn
- Website: https://hutscom.vn/
- Youtube: https://www.youtube.com/@hutscom5987
- Facebook: Hoang Uyen Technology Solutions Commerce Co., Ltd
SẢN PHẨM XEM THÊM
Chúng tôi trên mạng xã hội
![]()
![]()
![]()
![]()

ĐỊA CHỈ TRỤ SỞ
- CÔNG TY TNHH THƯƠNG MẠI GIẢI PHÁP CÔNG NGHỆ HOÀNG UYÊN
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TP.HCM
- Số điện thoại: 0903867467
- sales@hutscom.vn
-

