![]()
Hướng Dẫn Lựa Chọn Đúng Dao Phay Khuôn Mẫu

Ngành khuôn mẫu được xem là “Nền tảng của nền công nghiệp”, hầu hết các ngành sản xuất công nghiệp như điện tử - bán dẫn, hàng không, phương tiện giao thông vận tải, bao bì, gia dụng đều sử dụng khuôn mẫu như là vật tư tiêu hao trong quá trình sản xuất.
Hiểu biết và lựa chọn đúng dao cụ cắt gọt phù hợp sẽ giúp bạn đạt được chất lượng, độ chính xác và thành công khi gia công trong ngành công nghiệp khuôn mẫu. Bài viết này sẽ đề cập tới các loại vật liệu khuôn, nên chọn dụng cụ cắt nào và sử dụng chúng ra sao
Vật liệu cấu thành nên một bộ khuôn sẽ bao gồm 3 dải vật liệu chính:
-
Vật liệu tôi cứng (độ cứng từ 30 HRc - 65 HRc)
-
Vật liệu ủ hoặc mềm hơn (độ cứng dưới 30 HRc)
- Vật liệu điện cực graphite EDM
Vật liệu tôi cứng độ cứng từ 30 HRc - 65 HRc
Bắt đầu với các vật liệu thép có độ cứng lên đến 65 HRc, bốn loại dao phay khuôn mẫu phổ biến và được khuyến nghị sử dụng để gia công vật liệu khuôn đã được tôi cứng
-
Ball Nose endmill (dao phay cầu)
-
Toroidal endmill
-
Bull Nose endmill (dao phay bo góc)
- Square endmill (dao phay ngón, dao phay vuông góc)

Đối với các đường cắt biên dạng 3-D, dao phay khuôn mẫu luôn được lựa chọn đầu tiên là dao phay cầu hay còn gọi là ballnose endmill. Và dao cầu với các lớp phủ tiên tiến là sự lựa chọn hàng đầu để phay 3 trục/ 5 trục gia công các lỗ và lõi khuôn
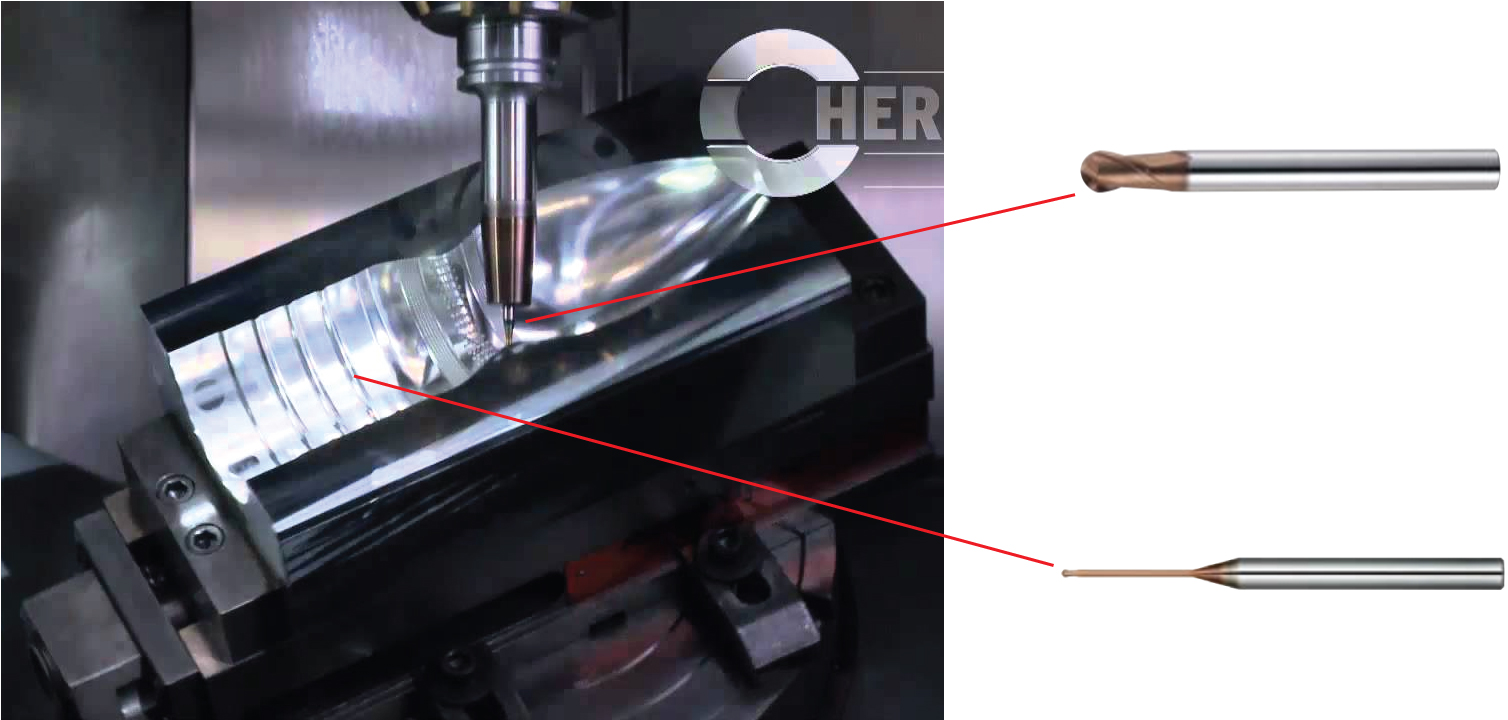
Cách tốt nhất để áp dụng dao phay cầu là gia công phay thô chi tiết theo quy trình gia công thô cấp độ Z liên tục. Đây là đường cắt gia công thô chi tiết ở Độ sâu Z không đổi và sử dụng bước X hoặc Y để tạo ra hình dạng ba chiều. Phay thuận là hướng cắt ưa thích. Sử dụng loại đường dẫn dao này giúp giảm lượng nhiệt sinh ra và sẽ tạo ra các vết cắt gần với hình dạng hoàn thiện theo yêu cầu.
Nếu bạn bắt buộc phải sử dụng đường chạy dao raster, hãy đảm bảo không cắt theo đường zíc-zắc của dụng cụ và chỉ sử dụng phương pháp phay thuận. Trong quá trình gia công thô hoặc bán gia công tinh, bước lệch tâm điển hình (chuyển động trục X hoặc Y) chỉ nên áp dụng với 25-40% đường kính của dao cụ.
Chiều sâu cắt dọc trục (chiều sâu Z) phụ thuộc vào độ cứng của chi tiết. Đối với vật liệu có độ cứng từ 30-40 HRc, sử dụng độ sâu Z bằng 10% đường kính dao cắt trên mỗi lần cắt. Đối với vật liệu độ cứng cao hơn 40-50 HRc, sử dụng độ sâu Z là 5% đường kính dao cắt cho mỗi lần vượt qua và đối với vật liệu lớn hơn 50 HRc, sử dụng độ sâu Z là 4% đường kính dao cắt.
Dao phay Toroidal
Dao phay Toroidal ứng dụng phay tốt nhất cho các khu vực chật hẹp như lỗ xoắn và lỗ rib, hoặc khi đường kính dao cụ gần sát với góc bo R của chi tiết cần gia công. Hình dạng Toroidal (hình xuyến) mang lại nhiều lợi thế hơn so với các loại dao phay khác. Những loại dao phay Toroidal này có thể gia công mặt đáy phẳng với bước cắt lớn hơn dao phay cầu nhưng lại phù hợp hơn nhiều khi gia công các vị trí chật hẹp. Bằng cách sử dụng dao 2 me và tiếp xúc bề mặt hình xuyến, các vấn đề về nhiệt và lệch hướng được giảm thiểu.

Sử dụng dao phay Toroidal (dao phay hình xuyến) cho các ứng dụng định hình, độ cứng của vật liệu ảnh hưởng đến bước xuyên tâm. Đối với vật liệu 30-50 HRc, sử dụng bước trên 5% đường kính dao trên mỗi pass cắt. Nếu vật liệu cứng hơn 50 HRc, hãy sử dụng bước trên 2%. Trong cả hai trường hợp, có thể sử dụng độ sâu Z bằng 1 lần đường kính của dao cắt trên mỗi lần cắt.
Dao phay bo góc (Bull nose endmill)
Dao phay bo góc phù hợp nhất khi phay đáy phẳng hoặc vách thẳng với không gian gia công lớn nhờ thiết kế nhiều me cắt.
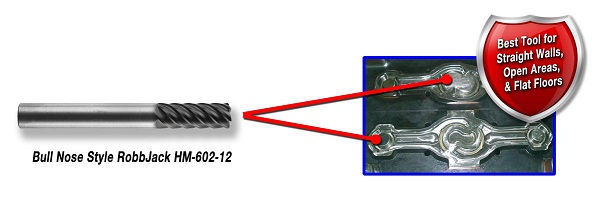
Thiết kế nhiều me cắt cho phép tốc độ cấp liệu nhanh hơn nhưng người lập trình phải giảm thiểu lực cắt và lâp trình đường cắt theo chiều rộng xuyên tâm nhẹ. Dao phay đường kính nhỏ thì lực cắt sẽ thấp hơn, lượng tiếp xúc bề mặt cũng nhỏ hơn so với các dao phay đường kính lớn, do đó khi gia công với các máy công suất thấp, kích thước nhỏ chúng ta nên sử dụng các công cụ có đường kính nhỏ hơn.
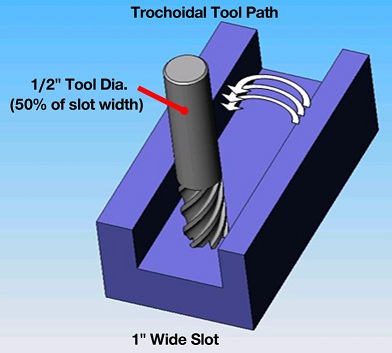
Dao phay góc góc với nhiều lưỡi cắt được áp dụng giống như dao phay Toroidal. Sử dụng cùng bước và độ sâu vết cắt như sơ đồ trên. Dao phay bo góc nhiều me cắt có thể phay các rãnh trên vật liệu tôi cứng khi ứng dụng phay trochoidal hoặc các đường dẫn dao mới kiểm soát góc cắt của dao. Điều quan trọng là đảm bảo lập trình đường kính dao ở khoảng 50% chiều rộng rãnh cần phay để cho phép chuyển động đủ và đảm bảo góc tiếp xúc không tăng và tạo ra quá nhiều nhiệt.
Dao phay ngón (Square Endmill)
Công cụ cuối cùng bạn muốn sử dụng phay cho các vật liệu tôi cứng trước là Dao phay ngón hay còn gọi là Square Endmill. Tất cả lực và nhiệt đều tập trung vào góc cắt của dao. Khi gia công loại bỏ một lượng lớn vật liệu bằng góc nhọn, dao sẽ dễ bị mòn. Vì lý do này, trong ngành khuôn mẫu, dao phay ngón nên được sử dụng để chọn để phay loại bỏ góc R còn sót lại khi gia công bằng dao Bo góc khi chi tiết khuôn yêu cầu các góc vuông.
Hãng dao cụ MOLDINO Tool Engineering,Ltd nay đã phát triển dòng sản phẩm dao solid carbide với lớp phủ TH3 Coating có thể dứng dụng gia công thép độ cứng lên đến 72 HRc. Với xuất thân từ Mitsubishi Hitachi Tool Engineering,Ltd. với thương hiệu Hitachi rất nổi tiếng về dụng cụ cắt gọt ứng dụng riêng ngành khuôn mẫu. Nhắc đến hãng MOLDINO bạn có thể nghĩ ngay đến thương hiệu Mitsubishi Hitachi về bề dày lịch sử lâu đời
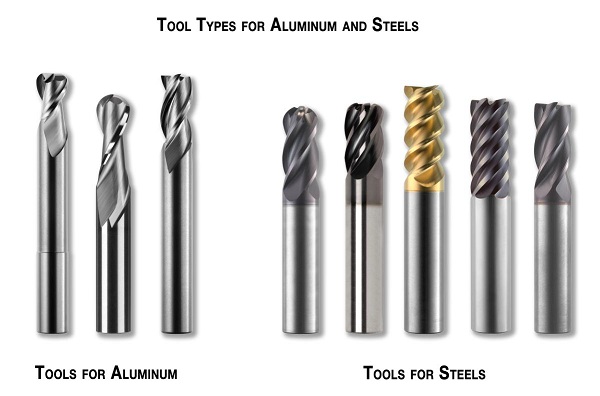
Vật liệu ủ hoặc các vật liệu mềm hơn
Những vật liệu này bao gồm từ đế khuôn thép đến vật liệu nhôm. Có nhiều loại dao cụ được sử dụng cho loại vật liệu mềm này.
Lập trình gia công các vật liệu này đơn giản hơn, nhưng nhiều kỹ thuật tương tự được sử dụng cho các vật liệu khó gia công và vật liệu tôi cứng được áp dụng cho vật liệu mềm hơn này. Nhiều công ty đang chọn sử dụng các đường dẫn dao để kiểm soát góc tiếp xúc của dao cắt và giảm sự tích tụ nhiệt.
Ngoài ra, các hệ thống CAD / CAM ngày nay đã phát triển gia công phay Trochoidal ngày càng tốt hơn. Thay vì chỉ sử dụng đường dẫn dao trochoidal thông thường, họ thực sự kiểm soát góc tương tác. Về cơ bản, lượng tiếp xúc dao không tăng ngay cả khi gia công tại các góc hoặc các biên dạng hình học phức tạp khác. Điều này giúp loại bỏ yếu tố ảnh hưởng đến độ hoàn thiện và độ chính xác. Nói chung, nếu sử dụng một dao cụ phay đường thẳng (định hình) với bước hướng tâm 10%, góc tiếp xúc dao sẽ là 37 độ. Nhưng khi gia công tại các góc bo, góc tiếp xúc sẽ tăng lên 127 độ.
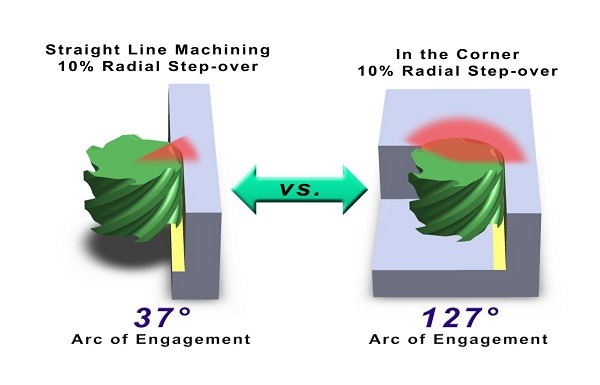
Sự gia tăng đột biến này làm tăng lượng nhiệt và áp suất lên dao cụ, gây ra các vấn đề về tuổi thọ dụng cụ và chất lượng chi tiết gia công. Một số hệ thống CAD / CAM kết hợp các đường dẫn lai mới và kiểm soát góc tương tác giữ cho nó không đổi ở các góc và khu vực chật hẹp, trong khi ở các vị trí mở khác thường sử dụng các đường dẫn công cụ truyền thống hơn.
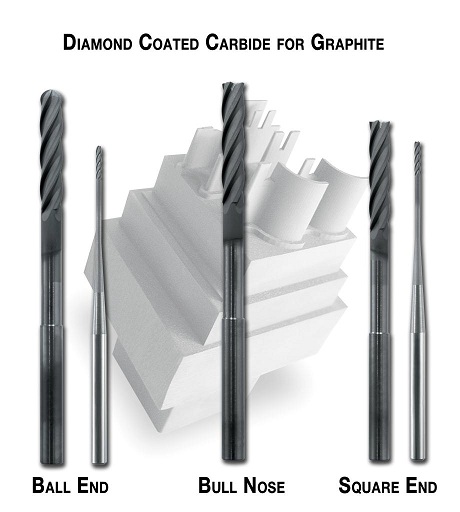
Gia công Graphite:
Có ba loại dao phay chính để gia công graphite là dao cầu, dao bo góc và dao phay ngón. Dao phay hợp kim phủ kim cương được sử dụng để kéo dài tuổi thọ dụng cụ khi phay điện cực EDM. Khi gia công graphite, độ mài mòn chính là điểm khó khăn. Đường gia công dao và kỹ thuật của dao phay không quan trọng lắm, vì vậy thông thường hình dạng điện cực quyết định loại dao phay được sử dụng. Tuổi thọ của dao hợp kim phủ kim cương lâu hơn từ 10-30 lần so với dao phay hợp kim không phủ. Một số hình dạng yêu cầu các cạnh cắt rất sắc nét để có các đường gân mỏng, hình học sắc nét hoặc các chi tiết nhỏ.
Trên đây là một số thông tin cơ bản giúp bạn có thể hiểu được vật liệu khuôn để bạn có thể lựa chọn được dao phay khuôn mẫu phù hợp, ngoài các sản phẩm dao phay hợp kim nguyên khối, bạn có thể sử dụng các loại dao phay gắn mảnh để tối ưu chi phí với công dụng tương đương dao phay hợp kim
Để được hỗ trợ các thông tin, kĩ thuật cũng như hỗ trợ lựa chọn dao cụ khuôn mẫu phù hợp, bạn có thể liên hệ Hutscom để được tư vấn thêm
Bài viết gần đây
- Gia Công Rãnh Siêu Nhỏ Trên Máy Swiss-Type: Câu Chuyện Thành Công Từ HUTSCOM Và Ifanger Swiss-MicroTurn
- Adaptive Control and Monitoring (ACM) của Siemens là gì? Giải pháp giúp tăng năng suất CNC mà không cần đầu tư thêm máy
- Gia Công Implant Titanium Với Ifanger: Giải Pháp Micro-Turn Cho Độ Chính Xác Micron
- Tăng năng suất gia công móc lỗ Superalloys - Hãy chọn Insert CBN Ifanger
- Ifanger Success Story: Gia công Implant Titanium – Khi độ chính xác quyết định tất cả
- Phôi Gia Công Và Phoi Trong Cơ Khí: Hướng Dẫn Chi Tiết Cách Lựa Chọn Phôi Tối Ưu Cho Sản Xuất
- Tính Chất Công Nghệ Của Vật Liệu Cơ Khí: Hướng Dẫn Chi Tiết Để Tối Ưu Hóa Gia Công CNC
- Hệ Sinh Thái Dao Tiện CNC Toàn Diện: Từ Mảnh Dao Tiện Ren Đến Cán Dao Chống Rung Tối Ưu Năng Suất
- Máy Tiện Swiss Type Star SB-20 với Citizen A20-VII, Hanwha XE20 và Tsugami SS20MH-III-5AX tại Việt Nam
- Hướng Dẫn Quy Cách Đặt Tên Collet Chuck Guide Bushing Daiyac
- Máy Tiện Swiss Type Star SL-10 với Hanwha XD-10 và Tornos Swiss GT-13 tại Việt Nam
- So Sánh Máy Tiện Swiss Type Star SD-26 với Hanwha XD26III, XDI26, XE26 và Tornos Swiss GT 26, EvoDECO 20 tại Việt Nam
- Dụng Cụ Cắt Gọt: Tổng Quan Chuyên Sâu Các Loại Dao Tiện, Dao Phay, Mũi Khoan Tối Ưu Hiệu Suất Gia Công CNC
- Dụng Cụ Cắt Gọt Cơ Khí Chính Xác | Giải Pháp Toàn Diện Cho Gia Công CNC Từ Hutscom.vn
- Máy Tiện SwissType Star SB-20RII Đầu Tiên Tại Thị Trường Việt Nam
![]()
Hutscom chuyên phân phối, mua bán linh kiện, phụ kiện dụng cụ cơ khí chính xác và bán lẻ các sản phẩm dụng cụ cắt gọt gia công cơ khí từ các thương hiệu lớn trên thế giới
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TPHCM
- Hotline: 0903867467
- Mail: sales@hutscom.vn
- Website: https://hutscom.vn/
- Youtube: https://www.youtube.com/@hutscom5987
- Facebook: Hoang Uyen Technology Solutions Commerce Co., Ltd
SẢN PHẨM XEM THÊM
Chúng tôi trên mạng xã hội
![]()
![]()
![]()
![]()

ĐỊA CHỈ TRỤ SỞ
- CÔNG TY TNHH THƯƠNG MẠI GIẢI PHÁP CÔNG NGHỆ HOÀNG UYÊN
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TP.HCM
- Số điện thoại: 0903867467
- sales@hutscom.vn
-

