![]()
Taro: Khái niệm và phương pháp cắt ren bằng mũi taro

Trong các thiết bị cơ khí thì mối ghép bằng ren được sử dụng thông dụng nhất, các chi tiết được ghép ren thông dụng như vít, đai ốc được sản xuất hàng loạt và có giá thành rất rẻ. Tuy nhiên có một số chi tiết ghép ren đặc biệt cần được gia công bằng tay như các lỗ ren trên thân máy.

Khái niệm về ren
Nếu trên môt hình tru tròn đường kính d, ta lấy một miếng giấy hình tam giác vuông có cạnh đáy AB là chu vi hình trụ (d), chiều cao BC = s, đem quấn lên hình trụ đó thì cạnh huyền AC sẽ vẽ thành đường cong trên mặt trụ và đường cong đó gọi là đường xoắn vít
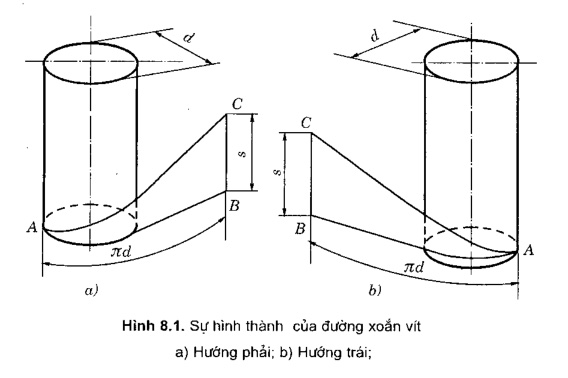
Hình tam giác đó có thể quấn theo chiều kim đồng hồ hoặc ngược chiều kim đồng hồ. Khi quấn vào mà đường cong đi lên dần theo bên phải (a) thì gọi đó là đường xoắn phải (hướng ren phải), còn đường cong đi lên theo bên trái (b) thì gọi là đường xoắn trái (hướng ren trái).
Như vậy, nếu trên ống trụ đó có những rãnh xoắn có hình dạng, chiều sâu thì sẽ được những đường ren. Nếu cắt dọc theo mặt cắt của đường ren có thể thấy hình dạng của đường ren hoặc mặt cắt của trục ren và người ta gọi đó là profin ren (dạng ren).
Trên mặt cắt của trục ren có thể có một đường xoắn vít (ren một đầu mối) hoặc nhiều đường xoắn vít (ren nhiều đầu mối). Ngoài dạng ren, hướng ren, số đầu mối ren, ren còn có các thông số khác như: bước ren, góc profio.ren, chiều sâu ren, đường kính ngoài, đường kính trung bình, đường kính chân ren…
Các thông số của ren
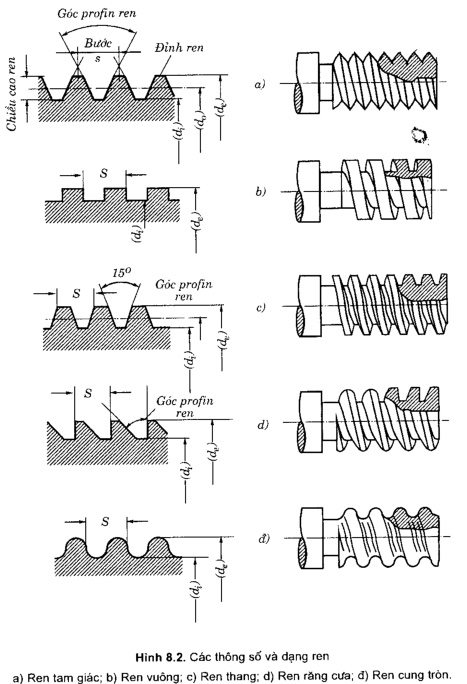
– Bước ren: là khoảng cách giữa hai cạnh ren song song kề nhau, đo theo phương song song với trục ren (s), hay nói cách khác là cứ sau một vòng ren (d) thì nâng lên một khoảng (s) chính là bước ren.
– Gốc profin ren: là góc giữa hai cạnh profin ren đo trong mạt phẳng qua tâm trục ren.
– Chiều cao ren: là khoảng cách từ đỉnh ren tới chân ren.
– Đường kính đỉnh ren (de): là đường kính lớn nhất đo qua đỉnh ren, vuông góc với đường tâm trục ren.
– Đường kính trung hình (d0): là đường kính đo qua điểm giữa của profin ren (từ chân ren tới đỉnh ren) song song với đường tâm ren.
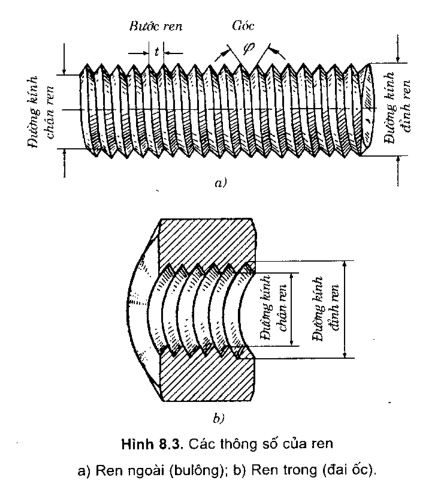
– Đường kính chân ren (di): là đường kính nhỏ nhất giữa hai chân ren đối diện, đo theo hướng vuông góc với đường tâm.
Các dạng profin ren:
Profin ren là dạng ren được sử dụng trong các loại bulông, đai ốc, vít cấy tiêu chuẩn:
-
Dạng ren tam giấc là loại ren thông dụng nhất, có độ kín khít cao, thường sử dụng trong các kết cấu ren vít, các ống nối thuỷ lực, nút ren ở các van trượt…
-
Dạng ren vuông và ren thang thường dùng trong các cơ cấu truyền động như các vít me hành trình, vít me cái của máy tiện ren, vít me tải, vít me trong êtô nguội…
-
Dạnq ren răng cưa thường dùng trong các cơ cấu chịu lực lớn theo một hưởng như máy nén dạng cơ khí hay thuỷ lực, các loại kích…
-
Dạng ren cung tròn có thời gian sử dụng lâu, kể cả khi làm việc trong điều kiện có nhiều tạp chất, chất bẩn, dạng ren này cũng dùng trong các cơ cấu móc nối toa tàu, nối các đường ống nước lớn…
Các hệ ren trong chế tạo máy
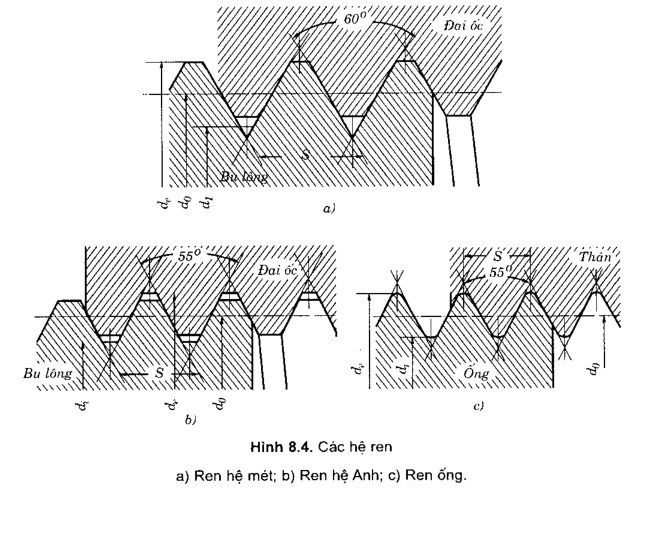
– Ren hệ mét là ren có dạng tam giác đều, có góc đỉnh là 60°. Ren hệ mét kí hiệu là M và số tiếp theo để chỉ đường kính ngoài và bước ren. Ren hệ mét có ren bước lớn và các bước nhỏ khác, riêng với ren bước lớn trong ký hiệu không ghi bước ren.
– Ren hệ Anh là ren dạng tam giác có góc đỉnh là 55°. Ren hệ Anh được ký hiệu theo số vòng ren trên chiều dài 1 inch (25,4mm)
– Ren ống là ren đo theo số vòng ren trên 1 inch, góc profin ren là 55°. Đỉnh của ren trên vít và đai ốc được chia ra theo dạng phẳng hoặc cung tròn. Ký hiệu của ren ống là ϕ1/4 hoặc ϕ3/4. Ren ống thường dùng nối ống trong các đường ống khí nén, thủy lực chịu áp lực và cần độ kín khít cao.
Taro: Gia công ren tiêu chuẩn bằng mũi taro
Trong kỹ thuật gia công ren để gia công ren trong lỗ người ta sử dụng một loại dụng cụ cắt được gọi là Taro. Mũi taro là một con vít có cắt rãnh thoát phoi và các thông số cắt cho lưỡi cắt. Mũi taro được chế tạo bằng thép gió, phía cuối chuôi taro được phay vuông để có thể kẹp lên tay quay, trên chuôi của taro có ghi các thông số như: Kích thước danh nghĩa của ren, bước ren, vật liệu chế tạo taro, nhãn mác của nhà sản xuất. Taro có thể có một cây hoặc bộ gồm hai đến ba cây.
1. Đặc điểm và khả năng công nghệ.
Gia công ren bằng taro chủ yếu dùng gia công ren lỗ tiêu chuẩn, chủ yếu là ren có đường kính trung bình. Taro có thể gia công ren trụ, ren côn, ren hệ mét, ren hệ anh,..
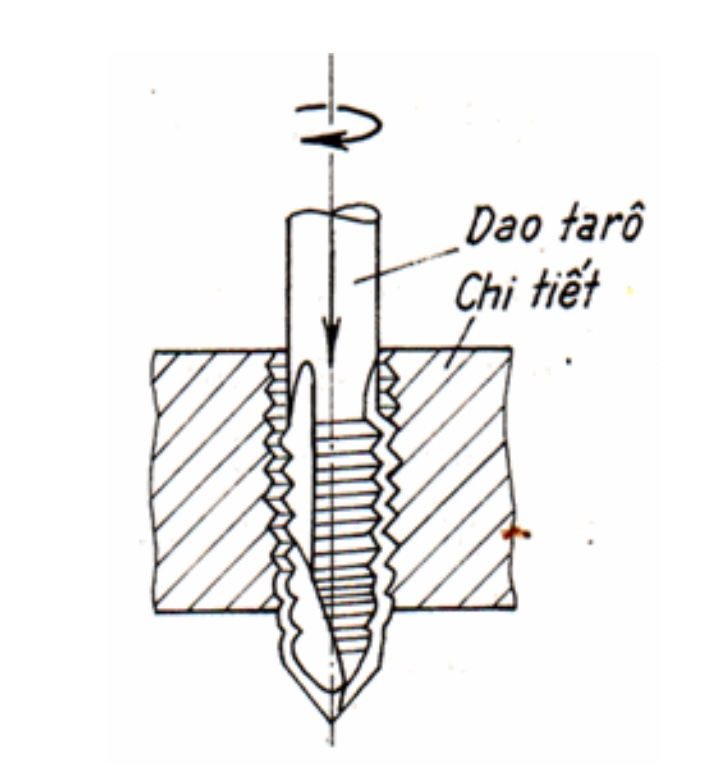
Khi cắt ren bằng mũi taro do có nhiều lưỡi cắt đồng thời tham gia cắt, do điều kiện cắt gọt khắc nghiệt, điều kiện thoát toản nhiệt, thoát toản phoi khó nên mô men xoắn rất lớn. Để tránh gãy mũi taro phải gia công với vận tốc cắt thấp, thường v = 5 ÷ 15 m/ph.
Độ chính xác và chất lượng bề mặt ren phụ thuộc vào chất lượng chế tạo taro và biện pháp công nghệ khi cắt ren. Nếu phần cắt ren của tarô được mài thì độ chính xác của ren có thể đạt được cấp 7
2. Dụng cụ cắt ren, taro ren
Dụng cụ cắt ren, mũi taro ren có thể thực hiện trên các loại máy như máy khoan, máy tiện, máy doa hoặc thực hiện bằng tay. Dụng cụ cắt ren khi gia công nguội chia làm 2 nhóm:
-
Dụng cụ để cắt ren trong lỗ (các loại taro)
-
Dụng cụ cắt ren trên trục (bàn ren)
Taro máy
- Taro được nối cứng với trục chính của máy. Phương pháp này có nhược điểm là lỗ ren dễ bị nghiêng, taro dễ bị kẹt, bị gẫy. Phương pháp này thường chỉ dùng khi khoan và taro trên một lần gá hoặc tarô ren trên các lỗ ngắn.
Taro được nối tuỳ động với trục chính của máy. Lúc này taro hoàn toàn dựa vào lỗ đã có để tự dẫn hướng nên nó khắc phục được nhược điểm của phương pháp trên.
Khi cắt ren bằng taro có hai phương pháp thực hiện chuyển động chạy dao:
- Chạy dao cưỡng bức: Chuyển động chạy dao được thực hiện nhờ xích chạy dao của máy. Nhược điểm là taro rất dễ bị gẫy. Nguyên nhân do sai số bước ren giữa vít me và taro.
- Chạy dao tự rút: ấn cho taro ăn vào một vài vòng ren, sau đó dựa vào bước ren đã có taro tự rút vào lỗ gia công. Phương pháp này khắc phục được nhược điểm của phương pháp trên.
Taro tay
Mọi chuyển động cắt do tay người công nhân thực hiện. Taro tay khác taro máy ở chỗ là taro tay có phần côn dẫn hướng dài hơn (góc ϕ nhỏ hơn) và thường được chế tạo theo bộ từ 2 đến 3 chiếc. Mục đích là để giảm lực cắt.
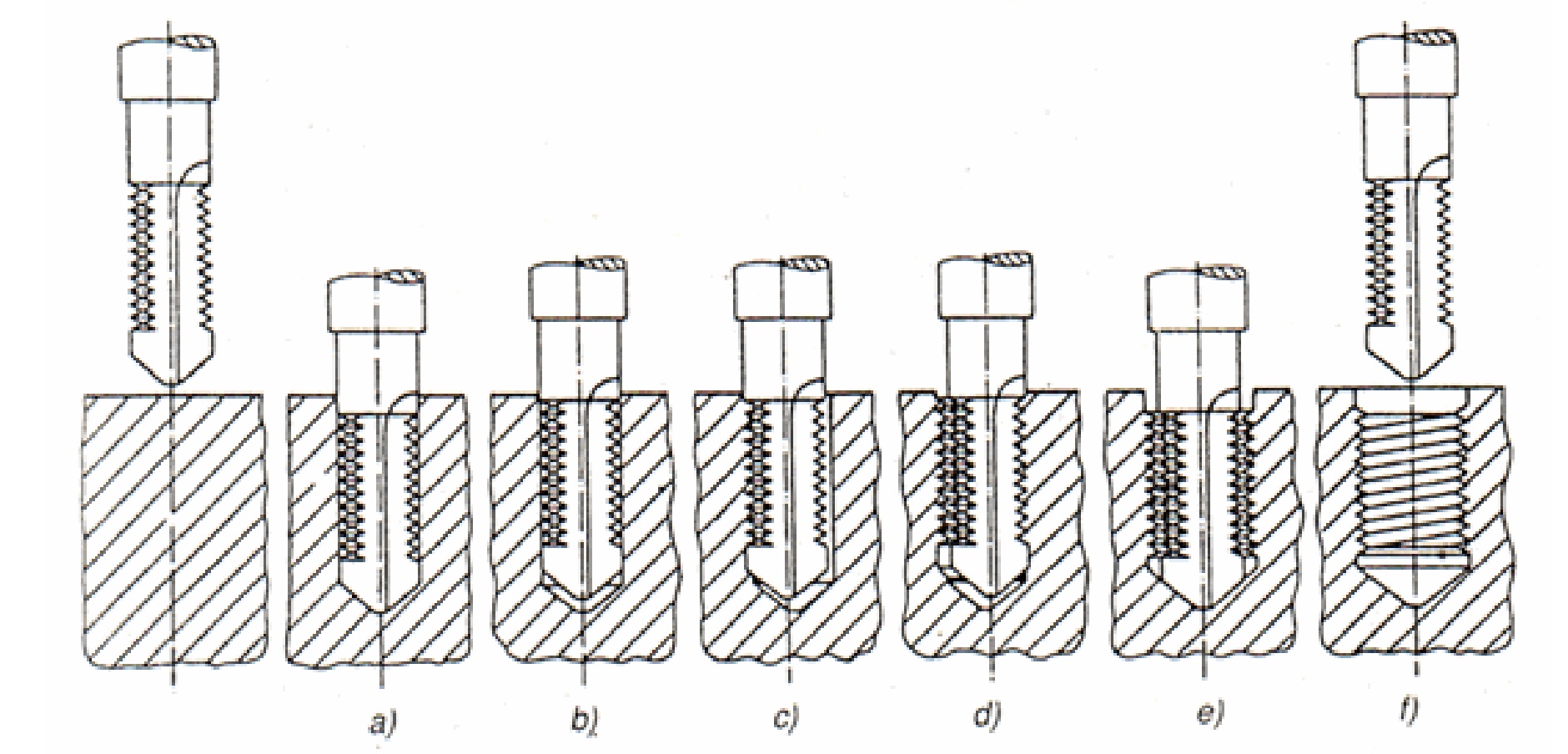
Taro tay là dùng tay quay lắp vào chuôi vuông của tarô để cắt ren. Taro tay được chế tạo thành bộ tarô (2 – 3 chiếc) cho mỗi loại bước ren khác nhau. Taro số 1 dùng để gia công thô lỗ ren, tarô số 2 để gia công bán tinh cho lỗ ren chính xác hơn, tarô số 3 để gia công lần cuối và sửa đúng ren.
Một số biện pháp nâng cao năng suất taro
Nhìn chung năng suất khi cắt ren bằng taro thấp. Nguyên nhân chủ yếu là do vận tốc cắt thấp và do taro có hành trình chạy không khi lùi dao. Để nâng cao năng suất có các biện pháp sau:
-
Dùng taro tự bóp để rút nhanh tarô qua lỗ gia công.
-
Khi gia công đai ốc dùng taro đầu cong để gia công liên tục, giảm thời gian lùi dao.
-
Sử dụng dụng cụ khoan taro tổ hợp để kết hợp khoan với taro trong 1 hành trình tiến dao. Phát minh này đã được ứng dụng vào sản xuất từ năm 1982 ở Cộng hoà liên bang Đức.
- Gia công ren trên máy chuyên dùng bằng dụng cụ tổ hợp khoan - phay ren. Trên mặt đầu của dụng cụ có lưỡi cắt để khoan lỗ, trên dọc mặt bên có các lưỡi cắt định hình để phay ren
Bàn ren
Bàn ren dùng để cắt ren ngoài bằng tay hoặc bằng máy. Theo đặc điểm kết cấu, bàn ren có nhiều loại: bàn ren tròn, bàn ren ghép, bàn ren chuyên dùng (để cắt ren ống).
Bàn ren tròn
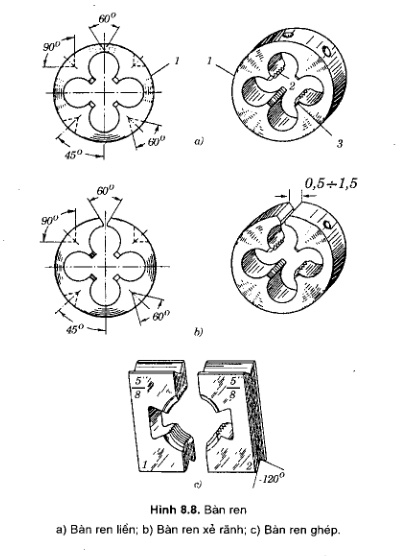
Bàn ren tròn thực chất là một đai ốc làm bằng thép dụng cụ, được tôi cứng, trên chiều dài phần ren 2 có các rãnh dọc thông suốt để tạo thành lưỡi cắt và để chứa phoi khi cắt ren. Cả hai phía đầu bàn ren được vát côn từ 1,5 – 2 vòng ren để dẫn hướng khi cắt.
– Bàn ren tròn có nhiều cỡ kích thước dùng để cắt ren ngoài bằng một lần cắt, bảo đảm độ chính xác dạng ren, tuy nhiên năng suất cắt thấp và bàn ren nhanh mòn.
– Theo tiêu chuẩn, bàn ren tròn dùng cắt ren ngoài có đường kính lừ 1 — 52 mm với ren hệ mét bước tiêu chuẩn, từ 1/4 đến 2 inch với ren Anh, từ 1/8 đến 11/2 inch với ren ống, với ren bước nhỏ đến 135 mm. Bàn ren tròn được gá đặt trên tay quay bàn ren và dùng tay để quay khi cắt ren.
Bàn ren xẻ rãnh
Bàn ren xẻ rãnh trên bàn ren có xẻ rãnh suốt, chiều rộng rãnh 0,5 -1,5 mm cho phép điều chỉnh đường kính ren trong phạm vi từ 0,1 – 0,25 mm. Do có xẻ rãnh nên độ cứng vững của dụng cụ khi cắt gọt không cao, dạng ren cắt được không chính xác.
Bàn ren ghép
Để gia công ren trên trục người ta dùng một loại dụng cụ cắt được gọi là bàn ren. Bàn ren thực chất là một con đai ốc được khoan rãnh thoát phoi và tạo các thông số cắt cho lưỡi cắt. Các loại bàn ren có hình dáng bên ngoài khác nhau, nếu bàn ren là hình tròn thì bên hông có khoan lỗ để gá lên tay quay, vật liệu chế tạo bàn ren thường là thép gió, và trên bề có ghi các thông số như:
-
Kích thước danh nghĩa của ren
-
Bước ren
-
Vật liệu chế tạo
-
Nhãn mác của nhà chế tạo.
Mỗi bàn ren chỉ có duy nhất cho một kích thước ren, tùy theo hình dáng bàn ren ta dùng tay quay tương ứng.
Bàn ren gép gồm hai nửa hình khối hộp, trên mỗi nửa có ghi kích thước đường kính ren và các số 1, 2 để chỉ vị trí của chúng khi lắp vào tay quay bàn ren. Mặt ngoài bàn ren được tạo rãnh góc 120° để gá đặt chính xác vào vấu của tay quay.
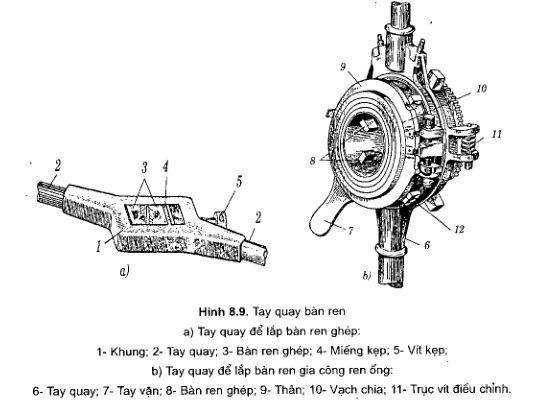
– Bàn ren ghép được chế tạo theo tiêu chuẩn, với ren hệ mét có các loại từ M6 đến M52, với ren Anh từ 1/4 đến 2 inch, với ren ống từ 1/8 đến 13/4 inch.
– Bàn ren ghép được lắp trên tay quay bàn ren và được chế tạo thành bộ, mỗi bộ có từ 4 - 5 cặp. Tay quay bàn ren được chế tạo có 6 cỡ kích thước từ số 1 đến số 6
– Bàn ren chuyên dùng dể gia công ống gồm ba mảnh dùng gia công ren trẽn ống có đường kính từ 13 đến 50 mm. Tay quay bàn ren gồm thân 9 với hai tay quay 6, trong thân có gá đặt bàn ren ghép 8, khi quay mâm quay 12 bằng tay quay 7 có thể điều chỉnh ra vào các mảnh bàn ren để gia công các đường kính khác nhau. Mỗi đường kính ngoài cần gia công ren được điều chỉnh bằng cách quay trục vít 11, kích thước điều chỉnh được chỉ thị trên vạch 10 của thân bàn ren.
Xem thêm: Thế Nào Là Khoan, Khoét, Doa Và Taro?
Bài viết gần đây
- Gia Công Rãnh Siêu Nhỏ Trên Máy Swiss-Type: Câu Chuyện Thành Công Từ HUTSCOM Và Ifanger Swiss-MicroTurn
- Adaptive Control and Monitoring (ACM) của Siemens là gì? Giải pháp giúp tăng năng suất CNC mà không cần đầu tư thêm máy
- Gia Công Implant Titanium Với Ifanger: Giải Pháp Micro-Turn Cho Độ Chính Xác Micron
- Tăng năng suất gia công móc lỗ Superalloys - Hãy chọn Insert CBN Ifanger
- Ifanger Success Story: Gia công Implant Titanium – Khi độ chính xác quyết định tất cả
- Phôi Gia Công Và Phoi Trong Cơ Khí: Hướng Dẫn Chi Tiết Cách Lựa Chọn Phôi Tối Ưu Cho Sản Xuất
- Tính Chất Công Nghệ Của Vật Liệu Cơ Khí: Hướng Dẫn Chi Tiết Để Tối Ưu Hóa Gia Công CNC
- Hệ Sinh Thái Dao Tiện CNC Toàn Diện: Từ Mảnh Dao Tiện Ren Đến Cán Dao Chống Rung Tối Ưu Năng Suất
- Máy Tiện Swiss Type Star SB-20 với Citizen A20-VII, Hanwha XE20 và Tsugami SS20MH-III-5AX tại Việt Nam
- Hướng Dẫn Quy Cách Đặt Tên Collet Chuck Guide Bushing Daiyac
- Máy Tiện Swiss Type Star SL-10 với Hanwha XD-10 và Tornos Swiss GT-13 tại Việt Nam
- So Sánh Máy Tiện Swiss Type Star SD-26 với Hanwha XD26III, XDI26, XE26 và Tornos Swiss GT 26, EvoDECO 20 tại Việt Nam
- Dụng Cụ Cắt Gọt: Tổng Quan Chuyên Sâu Các Loại Dao Tiện, Dao Phay, Mũi Khoan Tối Ưu Hiệu Suất Gia Công CNC
- Dụng Cụ Cắt Gọt Cơ Khí Chính Xác | Giải Pháp Toàn Diện Cho Gia Công CNC Từ Hutscom.vn
- Máy Tiện SwissType Star SB-20RII Đầu Tiên Tại Thị Trường Việt Nam
![]()
Hutscom chuyên phân phối, mua bán linh kiện, phụ kiện dụng cụ cơ khí chính xác và bán lẻ các sản phẩm dụng cụ cắt gọt gia công cơ khí từ các thương hiệu lớn trên thế giới
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TPHCM
- Hotline: 0903867467
- Mail: sales@hutscom.vn
- Website: https://hutscom.vn/
- Youtube: https://www.youtube.com/@hutscom5987
- Facebook: Hoang Uyen Technology Solutions Commerce Co., Ltd
SẢN PHẨM XEM THÊM
Chúng tôi trên mạng xã hội
![]()
![]()
![]()
![]()

ĐỊA CHỈ TRỤ SỞ
- CÔNG TY TNHH THƯƠNG MẠI GIẢI PHÁP CÔNG NGHỆ HOÀNG UYÊN
- Địa chỉ: Phòng G7, Số 6 Phùng Khắc Khoan, Phường Sài Gòn, TP.HCM
- Số điện thoại: 0903867467
- sales@hutscom.vn
-

